
Производство стали в индукционных печах: технология, параметры и практические ограничения
Введение
Производство стали в индукционных печах широко применяется в литейной промышленности, переработке металлолома и выпуске специальных сталей. В отличие от электродуговых печей, индукционная плавка ориентирована не на массовое производство, а на точный контроль химического состава и гибкость производства.
В данной статье рассматривается не только принцип работы, но и реальные технологические параметры, ограничения и критерии выбора оборудования.
Что такое индукционная плавка стали
Индукционная печь для плавки стали работает на основе электромагнитной индукции: переменный ток создает магнитное поле, которое индуцирует вихревые токи внутри металлической шихты, вызывая ее нагрев и плавление.
Ключевые особенности процесса:
- отсутствие электрической дуги
- минимальное окисление металла
- высокая равномерность нагрева
- точный контроль температуры
Типичные температуры плавки стали:
1600–1700 °C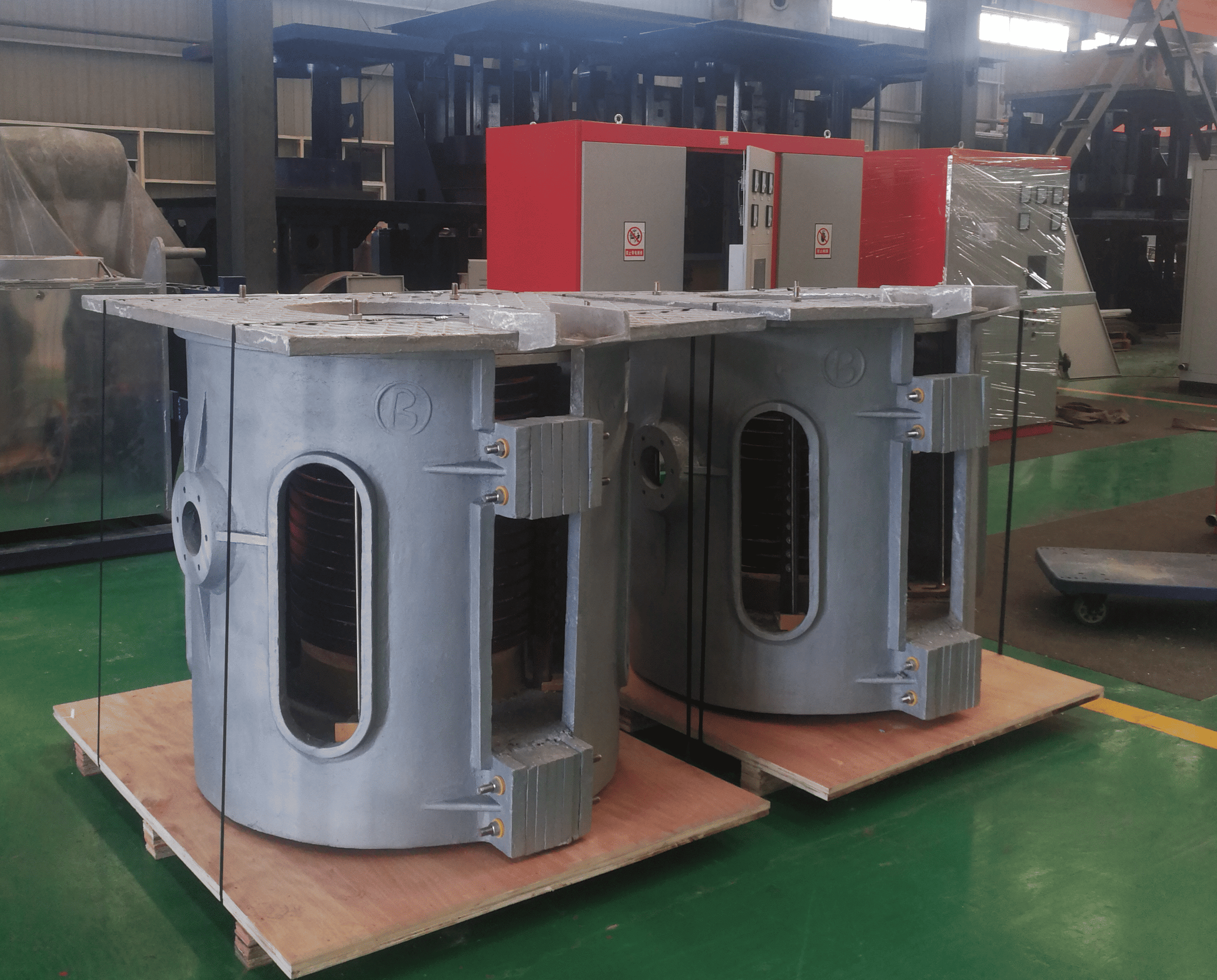
Технологический процесс производства стали
Подготовка сырья
Качество исходного сырья напрямую влияет на конечный продукт:
- используется сортированный металлолом
- контролируется содержание серы (S) и фосфора (P)
- добавляются легирующие элементы при необходимости
Важно: индукционная печь неэффективна для удаления фосфора, поэтому чистота сырья критична.
Загрузка и плавка
Процесс загрузки может быть:
- периодическим (batch)
- полунепрерывным
Основные параметры:
- емкость печи: 0,1 – 32 тонны
- время плавления: 40–100 минут за цикл
Скорость плавки зависит от:
- мощности установки
- плотности загрузки
- типа металла
Легирование и рафинирование
После расплавления выполняется корректировка состава:
- добавление Cr, Ni, Mo и других элементов
- контроль температуры и химического состава
В отличие от дуговых печей, рафинирование стали в индукционной печи ограничено, поэтому:
- не проводится активное окислительное рафинирование
- точность достигается за счет качественного сырья
Разливка металла
После достижения нужного состава осуществляется:
- разливка в изложницы
- либо подача на линию непрерывного литья
Стабильность разливки зависит от:
- конструкции механизма наклона
- точности регулирования температуры
Технические характеристики индукционных печей
Для промышленного производства применяются следующие параметры оборудования:
| Параметр | Значение |
|---|---|
| Материал корпуса | Алюминиевый или стальной |
| Емкость | 0,1 – 32 т |
| Время плавки | 40–100 мин |
| Материалы | Сталь, железо, нержавеющая сталь, алюминий, медь |
| Конфигурация | Печь, шкаф управления, конденсаторы, редуктор, система наклона |
Конструкция и эксплуатационные особенности
Непрерывная работа
Современная индукционная плавильная печь рассчитана на:
- 24 часа непрерывной работы
- стабильную тепловую нагрузку
- промышленную эксплуатацию
Система безопасности
Оборудование оснащено системой контроля в реальном времени:
- температура воды
- давление воды
- перегрузка по току
- перенапряжение
- отсутствие фазы
Дополнительно:
- система сигнализации утечки
- автоматическая диагностика неисправностей
Это снижает риск аварий и простоев.
Энергоэффективность
Ключевые элементы:
- индукционная катушка из меди T2
- оптимизированная передача энергии
- снижение потерь
Практически:
- более высокий КПД при малых и средних объемах
- стабильное энергопотребление
Система охлаждения
- безуглеродные шланги
- соединения из нержавеющей стали 304
Обеспечивает:
- устойчивую работу при высоких температурах
- длительный срок службы оборудования
Механизм наклона
- редуктор с трехступенчатой регулировкой
- высокая точность разливки
- самоблокирующаяся система
Критично для безопасности и качества разливки.
Сравнение с электродуговыми печами
| Параметр | Индукционная печь | Дуговая печь |
| Точность состава | высокая | средняя |
| Экологичность | высокая | ниже |
| Инвестиции | ниже | выше |
| Масштаб | малый/средний | крупный |
| Рафинирование | ограничено | эффективное |
Ограничения технологии
Несмотря на преимущества, технология имеет ограничения:
- Низкая способность удаления фосфора и серы
- Зависимость от качества сырья
- Неэффективность при сверхкрупном производстве (>100 т)
Поэтому индукционная плавка — это не замена, а нишевое решение.
Где применяется индукционная плавка стали
Основные области:
- литейные заводы
- производство легированных сталей
- переработка металлолома
- малые и средние металлургические предприятия
Как выбрать индукционную печь
При выборе учитываются:
- требуемая емкость (0,5–20 т для большинства задач)
- время плавки
- система управления (PLC)
- тип корпуса (алюминиевый или стальной)
Для непрерывного производства чаще выбирают стальной корпус, для снижения затрат — алюминиевый.
Заключение
Производство стали в индукционных печах — это эффективное решение для предприятий, которым требуется:
- точный контроль химического состава
- гибкость производства
- стабильная работа при средних объемах
Однако технология требует:
- качественного сырья
- правильного подбора оборудования